Preparing the printer
Place containers under both chutes. These will capture excess material that can be reused later. A tarp can also be placed under the printer. Some dust will fall down different holes and gaps in the printer while printing and it will make cleaning the printer later a bit easier.
Next set the printer to preheat. Preheating the printer will make the powder spread better and will leave the part stronger when it leaves the printer. A good starting point is 60°C. Leave the printer for about fifteen minutes. The sensor is not in the powder but on the printbed, so if the sensor says 60°C, it does not necessarily mean that the powder is 60°C yet.
Before printing can be started on a 3DP printer, the printer needs to be filled with material. The amount of material needed depends on the height of your part. Ideally you will need the height of the part in feed material, but the printer works better if there is some extra. Before starting, it might be wise to remove the cartridge. Filling the printer will make some of the powder spurt. If this powder gathers on the nozzle it will negatively impact the printing.
First lower both feed pistons by an amount that is at least the height of the part to be printed, with quite a bit extra for compacting and safety. Next lower the build piston by 5mm.
Next fill the printer with material. This step is pretty self explanatory.
Use special compacters or something like a spoon to compact all the powder. Compacting is an important step that should not be skipped. If the material is not compacted, it will shrink when the spreader moves over it, effectively reducing the amount of material (in volume). This will eventually ruin the print, by not getting enough material on the print.
Next create a smooth surface. Raise the feed pistons to the height of spreader. Then, either by hand or by the printer, mover the spreader to the other side. Some material might overflow into the chutes on either side. Repeat raising the feed pistons and moving the spreader until the entire surface is smooth. Doing this step with layers to thick will actually tear up the printing surface, so do it in small (smaller than 1mm) layers.
Then, just before printing, insert the cartridge with the binder. Now everything is set for printing.
















printing
Insert a micro SD card containing the print file in the SD card slot on the megatronics.
REMEMBER: the file on the SD card that will be printed has to be named “print.txt”. Any other files will simply be ignored.
Estimate the file and use a thin rod like a screwdriver or a caliper to check if the amount of material in the feed hoppers. If this amount is less than the amount of layers multiplied by the layer thickness, the printer will not have enough material to print. The printer does not check its piston positions, so this could damage the printer.
The printing density needs to be selected before the print is started. The density changes depending on material, binder, cartridge age and how strong the model needs to be. 100% In the case of a 96DPI cartridge means the printer will deposit 96 drops per inch in the sweeping direction. Raising this value will increase the amount of droplets per inch. With HP6602 cartridges, printing at 100% will leave gaps in the print most of the time. During the tests prints were made with percentages ranging from 200% to 300% with double sweeping. This gave good results on strength and shrinkage.
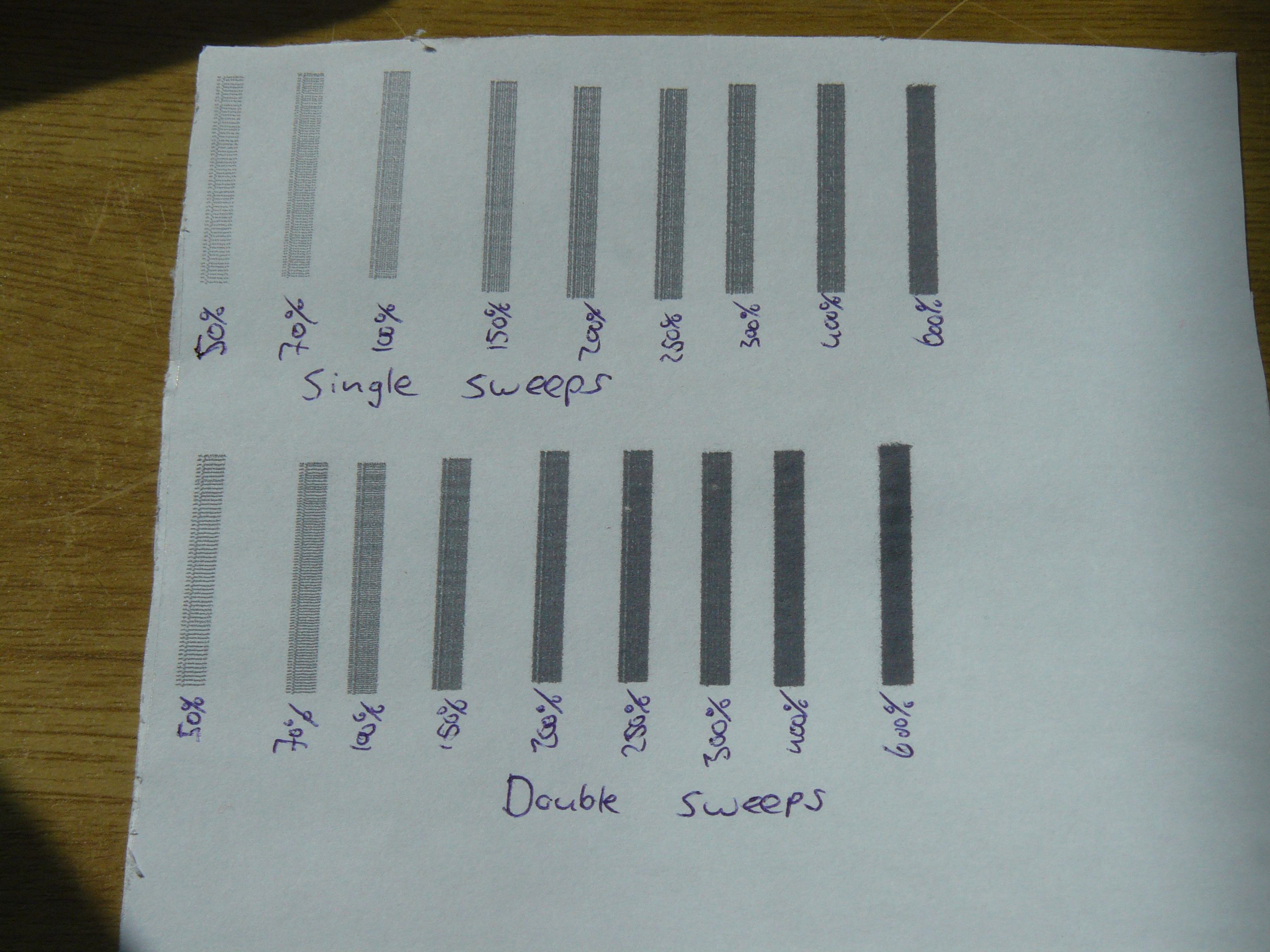
Right click and press view image to get a close-up
The last step is also the easiest step, press print to start printing. If the first few layers turn out good you can leave the printer. The first few layer may slide around a bit, this is not a disaster. It will stop after the first few layers. If the first layer is completely obliterated though, it might be wise to stop the print and restart it with thicker layers.








post printing processes
After the printer is complete, it will enter a heat cycle. This heat cycle is an important step of the printing process, without it the part will be very fragile. After the heat cycle the part will be stronger, making it easier to handle and clean. 30 minutes is enough in most cases, but an hour is best. Overriding the heat cycle and manually setting the heat (maybe even to a higher value) is also sometimes required.
When the heat cycle is completed, the part can be removed. First dig most of the remaining material from around the model. Then use a spoon to scoop up the part. Then, using a tube or a source of compressed air, blow of the remaining loose powder from the model. Doing this in a closed box (see the depowdering station) will make this job less messy.
The last step is to infiltrate the model to bind the model. This will give the model it’s final strength. There are several options, ranging from waxes to epoxy resins, but the easiest infiltrating liquid is CA (Cyanoacrylate, super glue), the thinner the better. Wear a mask while doing this, Some of the CA will vaporize during this process and breathing it in not make you happy. Place the model in a disposable container and apply the CA to the model. When CA makes contact with the porous printed model, it is rapidly absorbed and instantly cures. Do infiltrate the model in a well ventilated room or outside, since the fumes released by the CA are not something you want to breathe in if it isn’t necessary. getting a bottle of CA with a brush is a wise investment (even just for the brush), because a brush can deliver CA a lot more accurately than simply dropping it on. Then either use CA activator or let the part cure for some time to fully cure the model. Now the model is at full strength.














We have successfully make plan-B work, now we are going to improve it. Contact me at roaj@tamu.edu if you are having trouble.
Hello,I also had much trouble with C6602,it can not work,no ink was sprayed out.Do you have datasheet of C6602, and how to control it? If you have ,please help me.My E-mail:974239358@qq.com.Thank you very much.
Hello, I have built a 3DP printer according to your website.I got a problem, my printer can not read the file named [print.txt] in the SD card .The file named [print.txt] is converted excatly by the Plan B converter. Can you help me with the problem?
Getting the obvious issues out of the way first. Do your files show the extension by default or do you normally have them hidden. If you see a word file on your PC, do you see name.doc or name. If you have your extensions hidden and try to make print.txt, you are actually making print.txt.txt, which gives problems.
The SD card is actually found by the 3D printer?
I have checked it, files do not show the extension, I have them hidden. So I have to named the print file ‘print’.
But the problem is not resolved. Actually, I have tried the different way to name the file with ‘print’ and ‘print.txt’, but it does not work.
Is there any signal when the SD card is found by the 3D printer? Is it possible that there is a problem with the SD card slot?
If you open the properties of the file, does it say. “.txt”? If so that should not be a problem. Naming the file print should then work.
The easiest way to test if the SD is working is taking the SD card out and see if you get the same errors as with the SD card in.
Another solution could be updating your SD library. I have heard of more problems caused by an out of date SD library. Trying with a different SD card can also solve a lot.
Hello again. I have ordered a new SD card online these days. I find that there is a difference between SD card and SDHC card, I guess that may be the problem.The new SD card is 1GB, the previous one is SDHC with 8GB. The new SD card seems get a little difference when pluged in, in estimate time option, the layers is 2, and the printing time is 00:00, which of course is still abnormal, but when the SD card is out or the 8GB card in, the layer is always 1.Is this a signal that the new SD card is working?
As to updating the SD library, I don’t konw how to do it ,can you give me some help with it.
https://learn.sparkfun.com/tutorials/installing-an-arduino-library
Google is your friend. Either go to the manager, update SD library there and/or update Arduino IDE itself (not a bad idea anyway).
I was wondering whether my print.txt file get some problem, I’m a fresh to QT creator, I’m not sure that the print.txt file is correct, can you send me a print.txt file which can work normally? Here is my email: lxhcez2012@gmail.com. Thanks for advance.
Thanks for your email reply.:)
I have tested the file, it still can not work normally. When I got into the Printing submuna ,there was only 2 layers showed in the LCD screen, the printer will do some movements, the X and Y and Spreader axis will get homeing, then the LED on the Boost-demultiplex also light, but there is no more movement, and the cartridge do not jet any ink. After that the LCD showed the heat cycle process.
When I pulg the SD card out, the LCD screen show “no SD-card found”.
It seems like that the megatronics can detect the SD card’s pluged-in, but it can not read the content of SD card.
Is there still any solution for it?
I am really out of options. I can maybe get my own megatronics and test the current firmware and see if I can replicate the problem, but that might take a while since I am really busy right now. If I do the test and get some interesting results I will let you know (or perhaps even update the firmware) but for now I am out.
Thanks really for your reply!
Now I have asked some help of my schoolmates who knew about the work of codes,they will try to understand your firmware and shoot the trouble. I had tried to understand your firmware, but it really killed a fresh’s brain cells 🙂
The situation is positve now, we will work on it, after a wihle ,maybe you can see the interesting result from us:)
When I take the SD card out, I get the “SD card not found error,” but when I put the SD card in without anything on it, it does the same thing as when I put the SD card in with a file named “print” with the .txt extension on it.
If it makes a difference, the card is named SDHC on my computer and not SD.
The actual name of your SD card should not matter. The firmware doesn’t look at that. I am not really sure (I wrote this ages ago) but there is a chance that after you started the printer up, you cannot remove the SD card and reinsert it without a reset. 50% I fixed that, 50% I didn’t. Also I do not know if the no file found and no SD card found have the same message. Normally it shouldn’t but I know me. If you have started the printer with SD card and it still sees nothing, there might be something wrong. Also, make sure that you do not have double extensions. If you computer by default shows no extensions, it should not be “print.txt”, it should be “print”.
When I start the printer with the SD card and run the print command, it says it’s printing layers 1 and 2 and has estimated time of 00:00. Then, (extra information, not sure if relevant) after I cancel the print command, remove the SD card, and restart the print command, it says the same thing even though there is no SD card in it. If I start the printer with no SD card in it, it tells me there is no SD card detected. My printer shows extensions and the gcode file turns into a txt file when I rename it to print.txt.
Could you maybe also send me a print.txt file that should work? My email is williethepillow at yahoo.
I had the same sd card problem but ony with megatronics v3.1 (not v3.0). Finding which library to get is convuluted but I was able to find the right one after searching through forums. You need version 1.1.1 and you need to do it manually, double check after you do it but its not too hard. As to why this works – you got me but i have not had a problem since
https://github.com/arduino-libraries/SD
Sadly, the SD card problem is still there. I have updateed the SD library to 1.1.1, but it doesn’t work .
Then I have no idea what is causing it. The machine is seeing the card, and probably finding ‘a’ file, but it is not properly reading it. If it would not have found anything it would just go into an error.
I have much trouble with 6602, too. There is no ink sprayed. just step motors move. i dont know how can i control it. Help me please.
Thank you
I am going to need a bit more information than that. I do not know how your inkjet circuit looks. Does it have 12V input and does it provide 20V output. Is your enable circuit correct and wired up and does it actually enable when you want to print. If you need to send images, contact me through the contact form and I will reply. You can then send images through the mail.
Hello,I had much trouble with C6602,it can not work,no ink was sprayed out.Do you have datasheet of C6602, and how to control it? If you have ,please help me.My E-mail:chaos_qin@163.com.Thank you very much.